
首页 > 新闻中心 > 高压技术<
高压技术
6V.300Ah 铅酸蓄电池活化维护仪
时间:2023-04-04
中试控股技术研究院鲁工为您讲解:6V.300Ah 铅酸蓄电池活化维护仪
ZSKH-6200(100A)智能蓄电池活化仪
一机多用,蓄电池日常维护功能齐全
智能蓄电池活化仪:该活化仪是一款多功能智能型蓄电池维护维修检测设备,是对蓄电池进行日常维护必不可少的好帮手。本设备还配备铝合金拉杆箱,可以非常方便转场操作。在电力、金融、通信、军队、汽车、电池生产厂、地铁、大型工厂等行业有着广泛的应用。
ZSKH-6200(100A)智能蓄电池活化仪日常维护
ZSKH-6200(100A)智能蓄电池活化仪技术指标
ZSKH-6200(100A)智能蓄电池活化仪数据管理
ZSKH-6200(100A)智能蓄电池活化仪蓄电池活化仪常见问题解答及使用技巧
ZSKH-6200(100A)智能蓄电池活化仪存放保护
ZSKH-6200(100A)智能蓄电池活化仪普通蓄电池的极板是由铅和铅的氧化物构成,电解液是硫酸的水溶液。
适用范围广:兼容2V/6V/12V单体,20-1000Ah电池
电流线、电压线、温度检测线集成一起,开尔文电池夹头,连接简易可靠
众所周知,在各行各业对电源安全要求较高的场合或重要系统都配备有后备电源、UPS等,蓄电池就是其核心部分,这些蓄电池有很大一部分是成组使用,任何单节电池的老化落后都会严重影响到整组电池的性能,并使得整组电池中其它单体变坏,进而引起整组电池不得不提前退出运行;
中试控股始于1986年 ▪ 30多年专业制造 ▪ 国家电网.南方电网.内蒙电网.入围合格供应商
清洁维护
1)主机的清洁维护
使用柔软的湿布与温和型清洗剂清洗蓄电池活化仪主机。请不要使用擦伤型、溶解型清洗剂或酒精等,以免损坏主机上的文字。
注意清除进风口和散热风扇口的集尘集灰。
2)夹具的清洁维护
使用柔软的湿布与温和型清洗剂清洗夹具。清洗完后用清水清洗一遍,擦干。请不要擦伤测试夹头的金属部分,以免造成接触不良。
存放
当使用完后,应将蓄电池活化仪所有夹具和连线整理后放入拉杆箱内,以备下次使用。
ZSKH-6200(100A)智能蓄电池活化仪常见问题解答及使用技巧
? 开机后无反应
先检查风扇是否转动,如没有转动,可能电源问题:请检查电源插头是否插好,保险丝是否已烧;如果风扇转动,关机10秒再开机,仍无显示则可能:机器内部内部连线松脱问题;主板连接检查,LCD连接检查。
? 开机后蜂鸣器响
电源没有接。请检查电源插头是否插好。
? 主机菜单操作正常,外接信号无反应
主机接触不良,请检查接触是否可靠。
? 主机与PC机无法通讯
请确认PC机COM口选择是否正确,通讯电缆连接是否正确,或者通讯电缆故障。
? 按键失效或混乱
请检查是否有键卡住未弹起,如有使其弹起即可恢复正常工作。
? 充放电和活化设置后不执行
时间设置可能不正确,请检查(充放电和活化设置)设置数据是否完整。
? 电池号的设定
电池号输入位为4位,每次操作完可自动加1。电池编号是识别所操作电池的唯一标记。
? 写入U盘出错
a) 检查U盘是否插好;
b) 检查U盘的属性是否为FAT格式的,如果不是,请用FAT格式化U盘;
c) 如果在读写U盘的过程中出错或长时间没反应,请重新用FAT格式化U盘再重试。
注意:在本机使用U盘和在PC上使用稍有不同,在PC上插入U盘后U盘指示灯闪烁,但在本设备使用时,只有在执行相关读写U盘的功能菜单时,才会打开USB接口电源,U盘指示灯闪烁,然后自动读写。执行完读写U盘后自动关闭U盘电源。
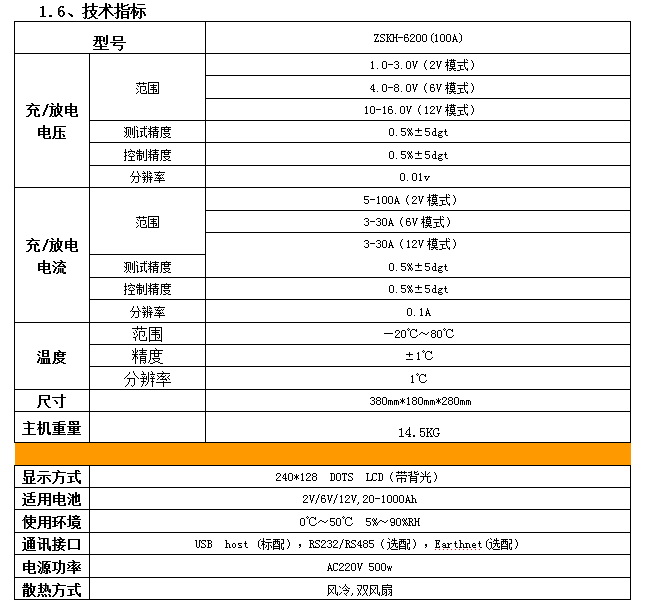
型号 ZSKH-6200(100A)
充/放电
电压 范围 1.0-3.0V(2V模式)
4.0-8.0V(6V模式)
10-16.0V(12V模式)
测试精度 0.5%±5dgt
控制精度 0.5%±5dgt
分辨率 0.01v
充/放电
电流 范围 5-100A(2V模式)
3-30A(6V模式)
3-30A(12V模式)
测试精度 0.5%±5dgt
控制精度 0.5%±5dgt
分辨率 0.1A
温度 范围 —20℃~80℃
精度 ±1℃
分辨率 1℃
尺寸 380mm*180mm*280mm
主机重量 14.5KG
显示方式 240*128 DOTS LCD(带背光)
适用电池 2V/6V/12V,20-1000Ah
使用环境 0℃~50℃ 5%~90%RH
通讯接口 USB host (标配),RS232/RS485(选配),Earthnet(选配)
电源功率 AC220V 500w
散热方式 风冷,双风扇
在主菜单中点击【数据管理】,进入数据管理菜单。
数据管理功能有效地帮助用户管理电池,记录电池充放电的具体情况,实现数据回放。本设备可存储50条内阻记录和50条充放电记录。
1)充放电活化数据查询
能通过↑↓功能键翻页。点击相应记录可查看详细信息。
2)内阻查询
在【内阻查询】中可以使用↑↓功能键可以翻看测试电池内阻情况,如下图:
3)写入U盘
用户可以在USB接口插入U盘,然后执行该功能写入数据。
写入U盘的数据文件有2个,一个是68Axxx.DAT,用于存储充电、放电、活化操作数据;另一个是68Bxxx.DAT,用于存储内阻测试数据。这些数据供随机数据分析管理软件处理。
4)删除数据
设备一共可以存储50个充放电数据记录(以记录号为单位),每次充电或者放电即位一个记录,活化的每个循环有两个记录。当设备存满50个数据时我们再次充、放、活化电池,所得的最新数据将取代最旧那个数据存放到设备中。如果用户不想保存设备中原有的数据,可以利用【删除数据】功能,在正确输入密码后即可删除原有的全部数据。
5)上传数据
本设备一共可提供三种方式跟计算机进行通信,上传数据。用户可根据自己的机器选配件进行数据传输。(此功能需与上位机软件配合使用)
注意:★在使用通信口进行数据传输前,需先对通信口进行初始设置。详细见【系统设置】-【通信口设置】。


缩写一览表
Ic ---> 充电电流
If ---> 放电电流
Uo ---> 电池开始电压
Ue ---> 电池结束电压
Ro ---> 活化开始的内阻值

当使用完后,应将智能蓄电池活化仪主机及时放入机箱内。所有夹具和连线应整理后放入机箱内相应位置。

1.1变压器绕组引出线部位
该部位的短路故障常发生在斜口螺旋结构的绕组。由于轴向电流的存在,使得斜口螺旋绕
组处产生横向力矩而使得绕组扭曲甚至变形,而螺旋绕组绕制过程中自身的恢复原状的应
力作用更加剧了这一变形的情况,较易发生短路故障。
1.2对应铁轭下的部位
究其原因,主要有:(1)由于绕组绕制间隙过大或者过于松散,导致铁轭高低压两侧绕组
发生变形;(2)短路电流产生的很强的电磁场大多通过铁轭闭合,形成回路,使得铁轭部
位受到的电磁力也相对较大,从而导致铁轭发生短路变形;(3)在结构上,铁轭部位对应
绕组部分的轴向压紧不够牢固,使得该部位的线饼达不到应有的预紧力,从而导致变形。
1.3换位部位
该部位的变形常见于换位导线的换位,究其原因,主要有:(1)相比普通导线来说,换位
导线在换位处的爬坡较陡,其在爬坡处产生的相反的切向力使得里侧绕组的换向直径减小
,而外侧绕组换向直径增大,轴向电流的作用使得绕组承受附加力的作用,从而使内换位
向中心变形,外换位向外变形。(2)换位导线越粗,其爬坡的坡度越陡,受应力和附加力
作用产生的变形越严重。
1.4调压分接区域及对应其他绕组的部位
该部位发生短路损坏的原因有:(1)安匝不平衡使漏磁分布不均衡,其幅向额外产生的漏
磁场在绕组中产生额外轴向外力,使得线饼向竖直方向弯曲,并压缩线饼间的垫块。且由
于这额外轴向外力还部分或全部地传到铁轭上,使其离开心柱,出现线饼向绕组中部变形
或翻转现象。(2)该区域由于运行一段时间后,较厚的垫块自然收缩量较大,一方面加剧
安匝不平衡现象,另一方面受短路力时跳动加剧。(3)绕组套装后不能确保中心电抗高度
对齐,致使安匝进一步加剧不平衡。(4)该部位的线饼为力求安匝平衡或分接区间的应有
绝缘距离,往往要增加较多的垫块,较厚的垫块致使力的传递延时,因而对线饼撞击也较
大。
1.5引线间
由于低压引线电压低且电流大,相位120°,短路电流致使引线相互吸引,如引线间固定不
当时,则就会发生短路故障。
当然,除了以上原因上,导致变压器短路故障的原因还有很多,如:选用的电磁线与实际
运行时作用在电磁线上的应力差异较大;抗短路能力计算时没有考虑温度对电磁线的抗弯
和抗拉强度的影响;采用了普通的换位导线和软导线;绕组绕制较松,或是绕组线匝或导
线间未做固化处理,或是绕组的预紧力控制布当,或是绕组的套装间隙过大等等。
2.提高变压器抗短路能力的措施
2.1严格控制变压器原材料的质量
原材料的质量直接关系到变压器的制作质量,因此,应严格控制变压器导线、绝缘材料、
钢板、铁芯、线圈、油箱、套管等材料的质量,检查其质保书、性能、规格、几何尺寸、
外观等,以确保其符合制作工艺要求。如,在选择材料时,应尽量选用半硬以上的自粘性
换位导线和组合导线、高密度与油道等距的整体垫块,35kV及以下的内绕组应优先选用环
氧玻璃丝筒作绕组内支撑绝缘筒。
2.2提高变压器的制造技术水平,尤其重视线圈制造的轴向压紧工艺
目前,由于制作变压器时采用的是绝缘压板,且是高、低压线圈用的是同一个压板,这就
需要较高的制造技术水平,才能制作出符合设计要求的变压器。如在制作线圈时,应运用
先进的技术对线圈进行处理,绕制时要紧实,换位处绝缘要垫实,线圈出头要扎紧,撑条
和垫块要布置均匀、整齐,线圈的垫块油道尺寸要符合要求且去狭窄及阻塞的现象。待线
圈密化完成后,须对其进行恒压干燥和油压处理,以确保线圈在同一个压缩高度。同时,
在装配中,内外线圈要撑紧,要严格控制高、低压线圈的压紧状态,保证线圈之间的电抗
高度偏差能得到控制,从而确保线圈的抗短路电动力的能力。在此须注意的是,由于在进
行线圈的套装时,内线圈在受到径向力的作用后,会向铁心方向移动,此时为保证内线圈
的稳定性,可采取增加撑条的数量,或是使用加厚的纸筒作骨架的方法。

增值服务
- 三年质保,一年包换,三个月试用

下一篇:12V.300Ah活化维护仪
快速跳转
©1999 zsgcdq.com
版权所有:湖北中试高测电气控股有限公司 鄂TCP备12007755号